")
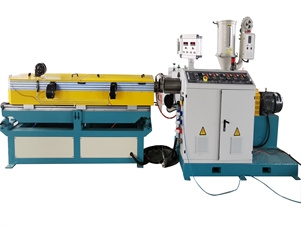
单壁波纹管设备的安装、调试和工艺流程
一. 加温
主要结果(guǒ)如下:
1)挤出机和机头可根据物料的设定温度加热,一(yī)般为1.5×2h左右。
2)模具(jù)的部分,与燃烧器的工(gōng)作温度均匀地烧烤,注意(yì)需要均匀,否则会造成模头,心轴的变形。
3)模块用喷灯加热,均匀烧烤(kǎo)至40摄氏度左右。
壁波纹管设备的安装调试及工艺(yì)流程")
二(èr). 口模的(de)调节
当(dāng)温度正常时,就可以(yǐ)打(dǎ)开。开启时,先以低速运行,看看模(mó)具的空白是否均匀(yún),如(rú)直到均匀的不均匀可调螺丝。同时,看(kàn)看材料的温度是否符合(hé)挤压温度,经过一段(duàn)时间后使(shǐ)机器停止工作。
三. 铁丝导入
坯料均匀度和挤压温度正常后(hòu),机器停止工作,导线从导丝口进口(kǒu)。出口模约30毫米。
四. 检查气路(lù)
打开手动气阀看是否透气,检查气压。
五,调整成型机前后位置(zhì),将成型机推至模具(jù)出口,中(zhōng)间位置有两对瓦楞块完全(quán)闭合,固定螺栓,检查头(tóu)部是否有敲击声。
六. 开机
将气嘴通过气杆的螺丝拧在芯模上,拧气(qì)杆时,从成型机后面拧(nǐng),需要二人操作,前面一个人拿着气嘴(zuǐ)对在芯棒(bàng),后面一个人将气杆从成型机后面穿过,拧在芯棒(bàng)上,然后将成(chéng)型机快速(sù)移至指定位(wèi)置,同时开主(zhǔ)机,放开气阀,注意这几个动作(zuò)需要一气呵成,同时切记注意,然后将铁丝(sī)从气杆内穿出别在料坯(pī)上(shàng),看一下制品形状(zhuàng),如果波纹太(tài)饱满且有飞边,证明(míng)气压太大,将气压(yā)调小一点。反之,如果波纹不成(chéng)型,证明气压太小,将气压调大一(yī)点即可。如果(guǒ)波纹管壁厚太厚,可将成型(xíng)机开快一点,或将挤出机(jī)开慢点,反之,如果波纹管太薄,可(kě)将成型机开慢(màn)一点,或将挤出机(jī)开快点,待正(zhèng)常后可慢(màn)慢同步提速。
七、当管不正常时,可放(fàng)置在卷取机上进行卷取(qǔ),注意调(diào)节卷取机的卷取扭曲,不要过紧(jǐn),不加宽波纹,变(biàn)形。
调试及工艺流程")